设置这一说法来自日语中的“段取り”(意思为计划、打算、安排)。在日语中,日常会话里也经常会使用“段取り”一词,这个词原本产生于歌舞伎的后台。例如《假名范本忠臣藏》(歌舞伎剧目)由11段(11场)组成。其中每“段”(场)剧情的推动被称为“段取り”,由此这个词就被传开而广泛使用了。
在生产管理中作为表示重要概念的词语,这个词也得到了广泛使用。它主要指工作开始前的准备,包括更换金属模具、改变机器的设定等等。作业结束后的整理工作也被视为是设置的一环。
设置时间增加,生产的时间就会减少,效率就会下降,同时还会花费人力。设置越少越好。但是,如果一直生产同样的产品,就会无法满足不断变化的需求,导致交货期延迟。无论如何设置都是必要的。要增加生产品种、实现均衡化生产,就必须增加设置的数量。到底怎么办才好呢?
人们摸索出了各种各样的解决方案。其中一种是将“内设置”转化成“外设置”。内设置是指停止产线、更换设备的普遍方法。与此相对,“外设置”是指在不停止产线的情况下进行切换的方法。虽然可以缩短生产空白的时间,但是需要进行外设置的场所和人员,成本会有所增加。
也有企业尝试缩短设置本身时间。其中最具代表性的是丰田提出的“金型迅速交换(single设置)”。冲压机器上设置的金属模具更换时间为10分钟以下。因为分钟数是1位数(single),所以有了这个名字。过去需要几个小时才能完成的设置,通过大量的细节设计得到了缩短。但是,在各种各样的制约条件中,并不是任何环节都能简单地缩短时间。
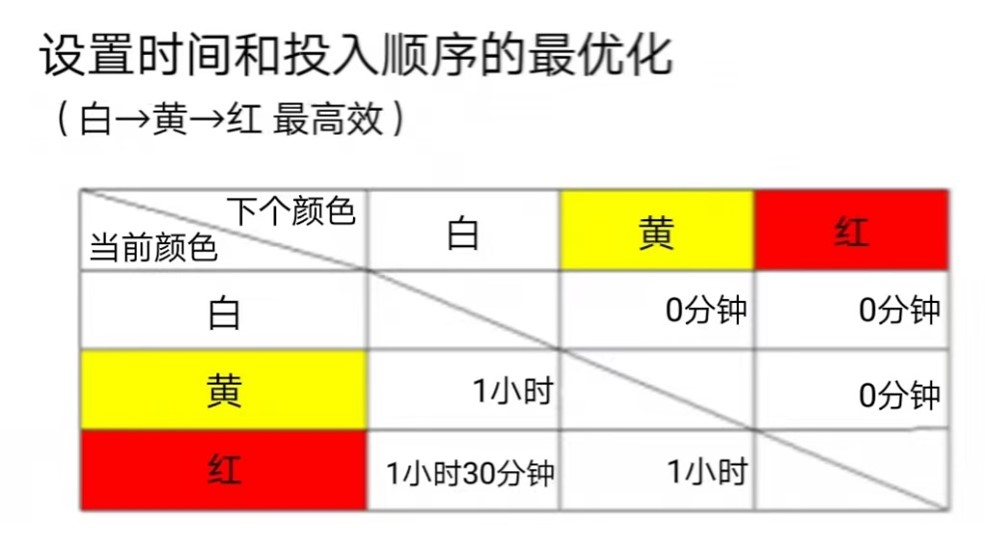
也有与上述方法不同的其他做法。也就是说,通过在投入顺序上下功夫,就可以缩短总设置时间。以喷漆工序为例,从浅色到深色上漆和从深色到浅色上漆的清洗时间是不同的。从白色到黄色再到红色,按照这个顺序上漆比相反顺序的设置时间要短。
如果是加工轴的话,则要从细到粗。如果是热处理的话,则从低温到高温,阶段性地改变比较好。
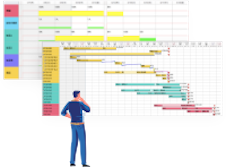
确定投入顺序需要大量计算。即使是只决定6种产品的顺序,也存在6的阶乘——即6 × 5 × 4 × 3 × 2 × 1 = 720种排列。如果是15或18的阶乘,那就是天文数字了。要想从中选出最合适的方案,就需要生产计划系统这类软件的帮助。
还有一点需要注意的是,进行设置的是人。如果太频繁的话,就会让人觉得“啊,又来了”“适可而止吧”。有句格言说:“8分钟设置,2分钟工作。”只要做好设置,整个工作就完成了八成。善于设置能让大家都感到轻松。